






Наша машына для вытворчасці гафрыраваных труб з падвойнымі сценкамі можа выкарыстоўвацца ў розных мэтах.Ён можа вырабляць аднасценныя гафрыраваныя трубы, двухсценныя гафрыраваныя трубы, двухсценныя перфараваныя гафрыраваныя трубы, тунэльныя глухія трубы супраць прасочвання вады, каналы свежага паветра для ўнутранага аздаблення і бамбукавыя трубы.Мы можам змяніць форму.Проста добра
Канал прытоку свежага паветра, спецыяльная гафрыраваная труба з ПЭ для абмену паветрам, ветравы блок, вентыляцыйны шланг, апорная вентыляцыйная труба
Сістэма свежага паветра Гафрыраваная труба 75/110PE Труба з падвойнай сценкай пластыкавая труба Кандыцыянер паветра Кандыцыянер Вентыляцыйны шланг
Сістэма прытоку паветра двухслаёвая гафрыраваная труба Канал прытоку паветра ПЭ труба 75, 110, 160

ПЭ труба 75 паветравод выцяжны шланг ПЭ труба сістэмы свежага паветра двухсценны гафрыраваны шланг
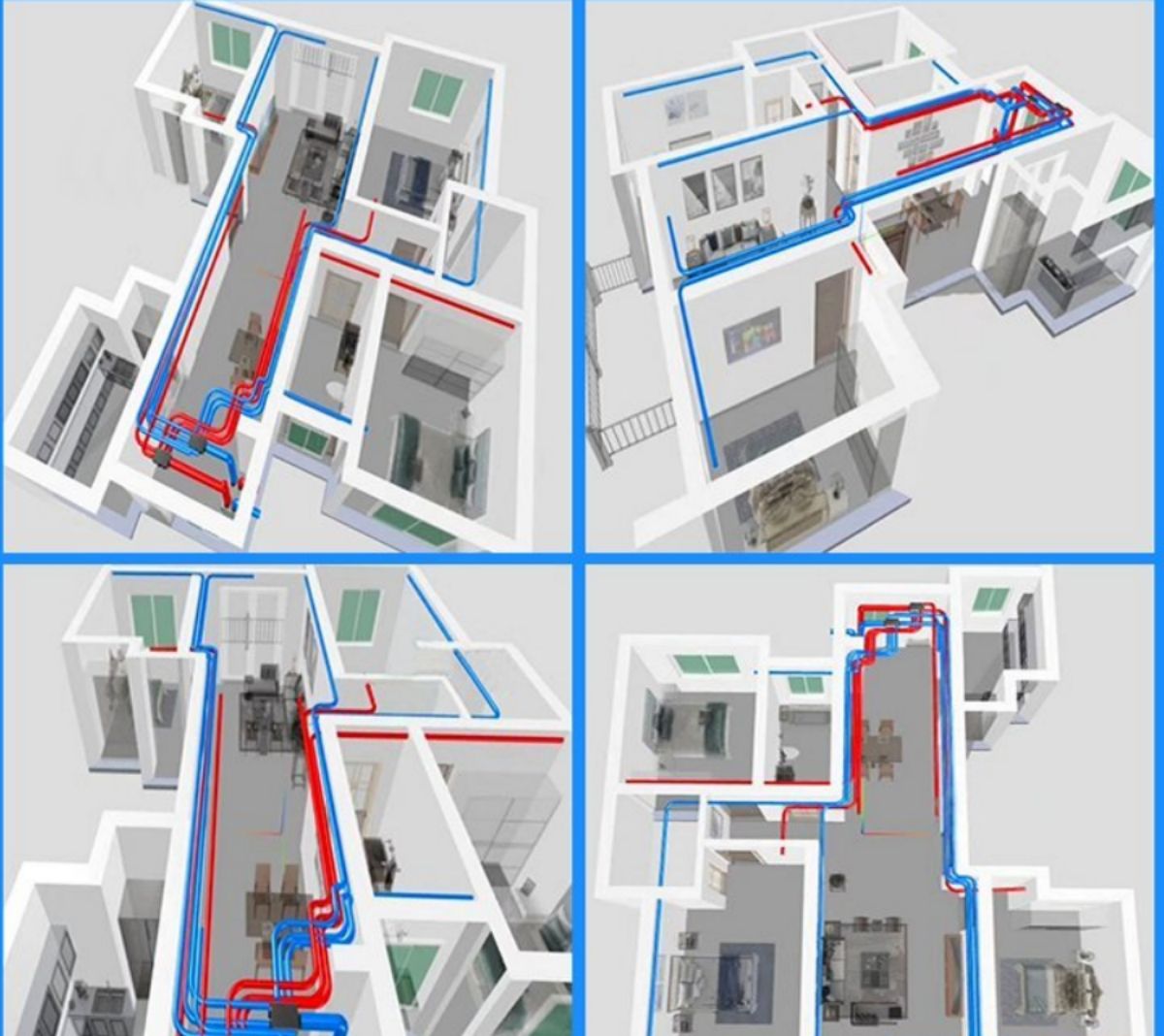
Сістэма свежага паветра заснавана на выкарыстанні спецыяльнага абсталявання з аднаго боку герметычнага памяшкання, якое накіроўвае свежае паветра ў памяшканне, а затым выпускае яго вонкі праз спецыяльнае абсталяванне з іншага боку.Для задавальнення патрэбаў у свежым паветры ў памяшканні будзе сфарміравана «поле свежага паветра/патоку».План укаранення прадугледжвае выкарыстанне вентылятараў з вялікім ціскам ветру і вялікім патокам, выкарыстанне машын для падачы паветра з аднаго боку ў памяшканне і выкарыстанне спецыяльна распрацаванага выцяжнога вентылятара для выкіду яго вонкі з іншага боку, каб прымусіць утварыцца свежае паветра / поле патоку ў сістэме.Пры падачы паветра паветра, якое паступае ў памяшканне, фільтруецца, насычаецца кіслародам і папярэдне награваецца (зімой).

Новае абсталяванне для паветраводаў складаецца з: вонкавай сцяны + унутранай сцяны + галоўкі машыны + формы + фармовачнай машыны + намотвальнай машыны
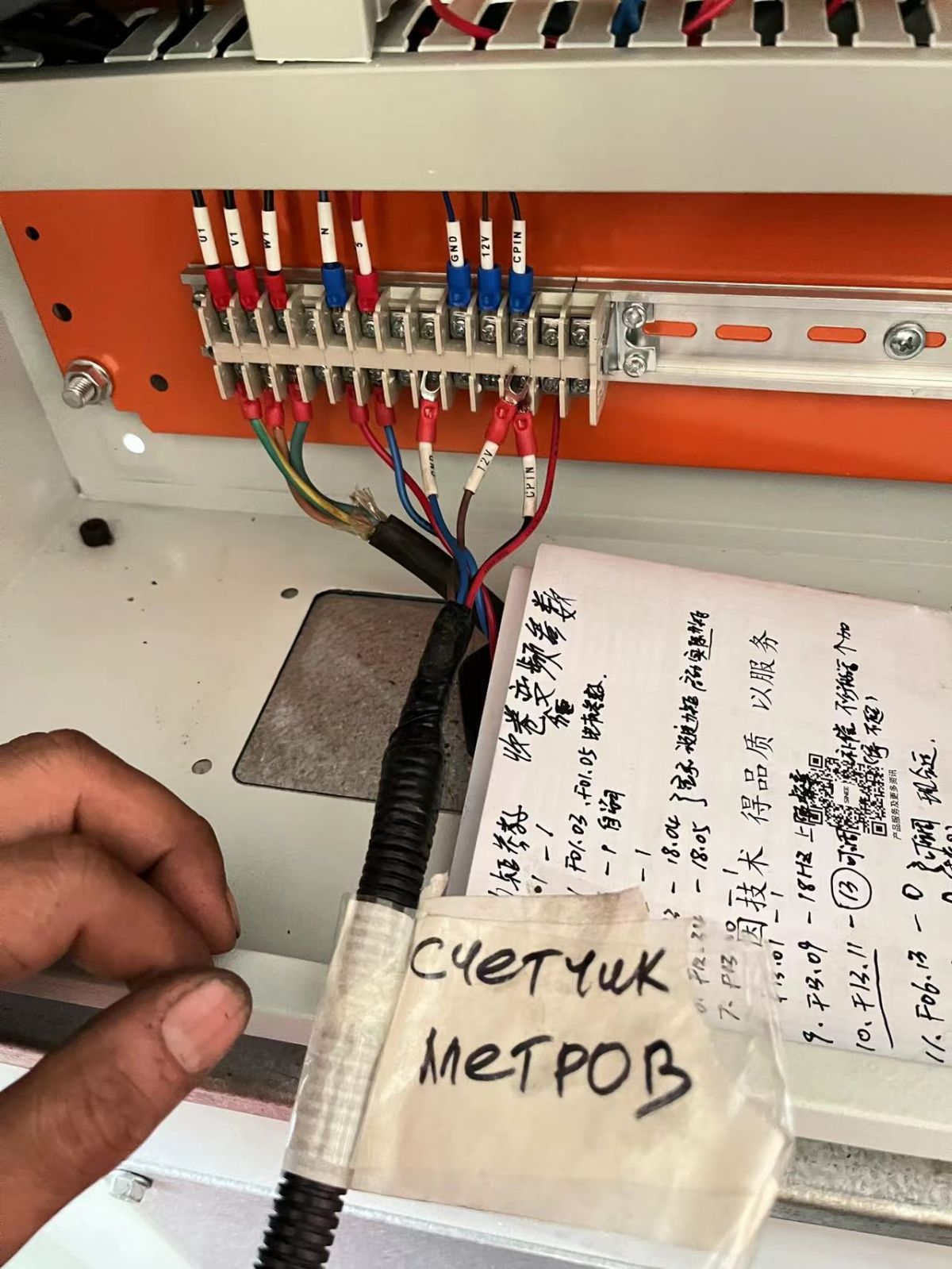
Рэкамендуецца, каб кліенты выканалі агульнае зазямленне і пабудавалі 6-метровы медны провад для падлучэння ўсіх машын і зазямлення іх адначасова.Фармовачная машына і машына для намотвання - усе 380В.Агульная ўстаноўленая магутнасць складае 65 кілават, а фактычная выпрацоўка - 25 кілават (25 кілават-гадзін).
Рэкамендуецца, каб адлегласць паміж фармовачнай машынай і намотальнай машынай складала 6 метраў
Адлегласць ад вонкавай сценкі да фармовачнай машыны складае 825 мм, а адлегласць ад унутранай сценкі да фармовачнай машыны - 785 мм.
Калі мы прыдумалі аднасценную гафрыраваную трубу, мы проста выключылі экструдар з унутранай сценкай.
Вы таксама можаце дадаць механізм падачы для стальнога дроту, каб зрабіць гафрыраваную трубу для электраправодкі.Адтуліну для жалезнай дроту трэба прасвідраваць у форме.Дыяметр жалезнага дроту не павінен перавышаць 1,0 мм.Выкарыстоўваную вадзяную кашулю таксама варта змяніць на полую двухслаёвую.


Экструдар награваюць да 200-220 градусаў на працягу 1,5-2 гадзін у залежнасці ад маркі матэрыялу.Чатыры і пяць зон галоўкі машыны з'яўляюцца рэзервовымі зонамі.Пасля таго, як тэмпература дасягне тэмпературы, пасля таго, як асноўная форма і фармовачная машына знайшлі баланс, узровень рамы станка з'яўляецца Каб пераканацца, што ён дакладны, пастаўце ўзровень на форму, каб выраўнаваць яго.Пасля выраўноўвання не забудзьцеся закруціць 12 шруб з левага і правага бакоў формы.Калі яго не выраўнаваць, матэрыял не выйдзе, і галоўка машыны будзе трэцца аб форму.На фармовачнай машыне ёсць рэгулявальныя шрубы ўверх, уніз, улева і ўправа.
Пры выраўноўванні неабходна сачыць за тым, каб найбольш дакладна пасля папярэдняга нагрэву выштурхнуць трохі матэрыялу, а затым знайсці баланс.
Адрэгулюйце прагін вонкавай сценкі, а затым выкарыстоўвайце круг вялікіх шруб на награвальным поясе на галоўцы машыны.Які бок вонкавай сцяны таўсцейшы, які больш жорсткі, а які больш свабодны;адрэгулюйце прагін унутранай сценкі, а затым ёсць 4 маленькія шрубы на штампе, які бок, які бок танчэйшы?Унутраная сцяна і знешняя сцяна супрацьлеглыя.

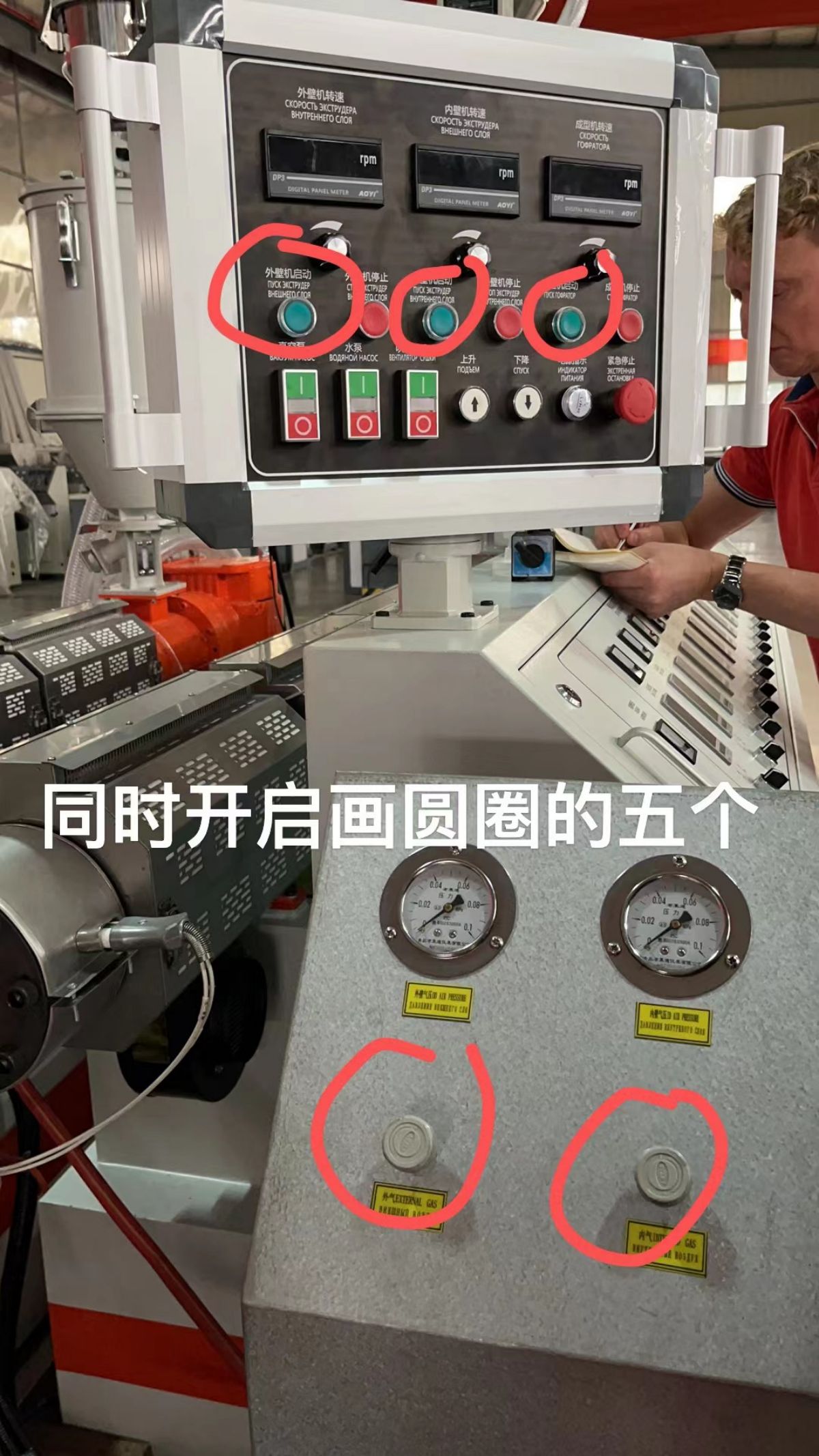
Запусціце тры зялёныя кнопкі (вонкавая сцяна, унутраная сцяна і фармовачная машына на кансольнай скрынцы).Хуткасць машыны для вонкавай сценкі пачынаецца з 272 - звычайная праца складае 290 абаротаў у хвіліну, хуткасць машыны для ўнутранай сценкі - 265 - нармальная праца складае 214 абаротаў у хвіліну, хуткасць фармовачнай машыны - 614 абаротаў у хвіліну, і хуткасць фармовачнай машыны паскараецца падчас наступнай вытворчасці.704RPM, ток гаспадара паказвае 16A, што робіць таўшчыню сценкі танчэй.Унутраная сценка не павінна быць занадта тоўстай пры вырабе новага паветравода, інакш унутраная сценка не будзе мець добрую крывізну.

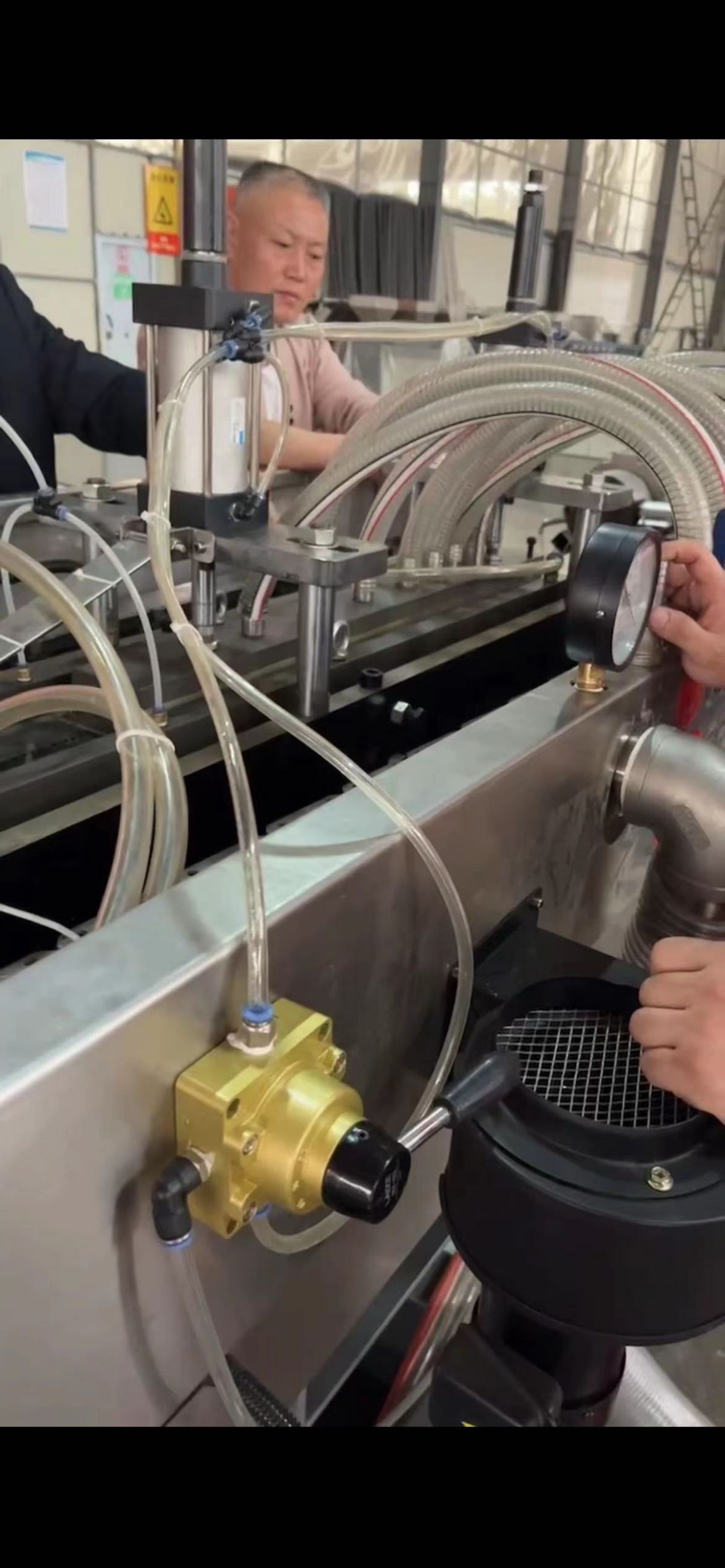
Пры адначасовым уключэнні ціску паветра на ўнутраную і знешнюю сценкі рэкамендуецца, каб унутраны ціск быў у межах 0,02-0,04, а знешні ціск аднолькавы.Знайдзіце кропку раўнавагі.Трубка паветранага помпы павінна быць тоўшчы, каб забяспечыць стабільны ціск паветра.Унутраны і знешні манометры павінны быць стабільнымі і не павінны вагацца., інакш гэта паўплывае на грэбень хвалі.Калі вонкавая сценка тонкая, вакуумную сістэму выкарыстоўваць не трэба.
Паветраны кампрэсар магутнасцю 15 кВт можа забяспечваць 4 лініі.Рэкамендуецца выкарыстоўваць паветраправод дыяметрам 40 мм, 0,5-0,6 МПа.Ціск унутранай сценкі большы, чым ціск вонкавай сценкі, а ўнутранае паветра больш, чым вонкавае, таму што на ўнутранай сценцы ёсць кут R.Праверце працоўны ток пры запуску.Інвертар уключаны і адлюстроўваецца ток, 50% 7042 і 50% 5502, унутраная сценка складае 5 кг, знешняя сценка - 12 кг, а вонкавая сценка ў 2-3 разы большая, чым унутраная сценка.
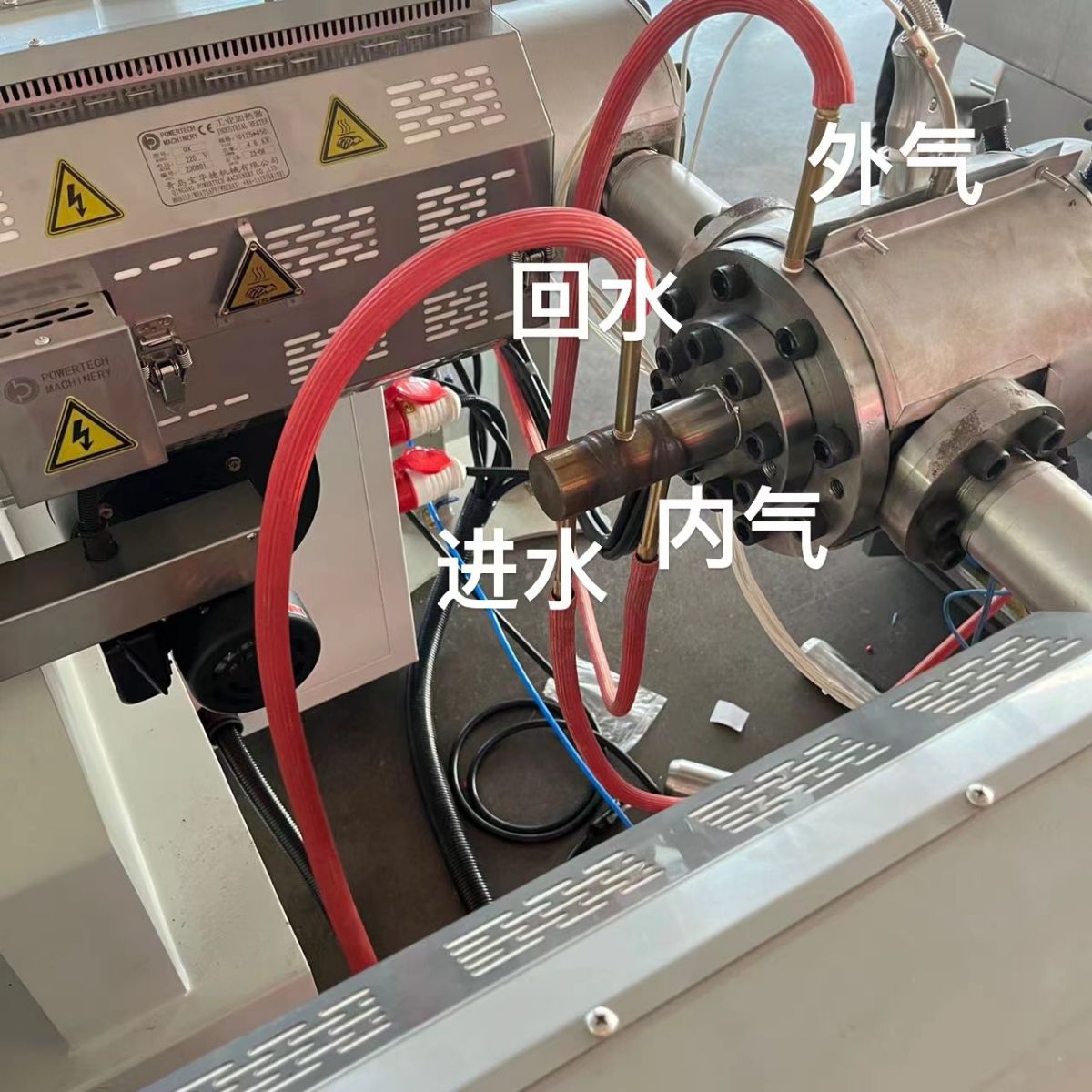
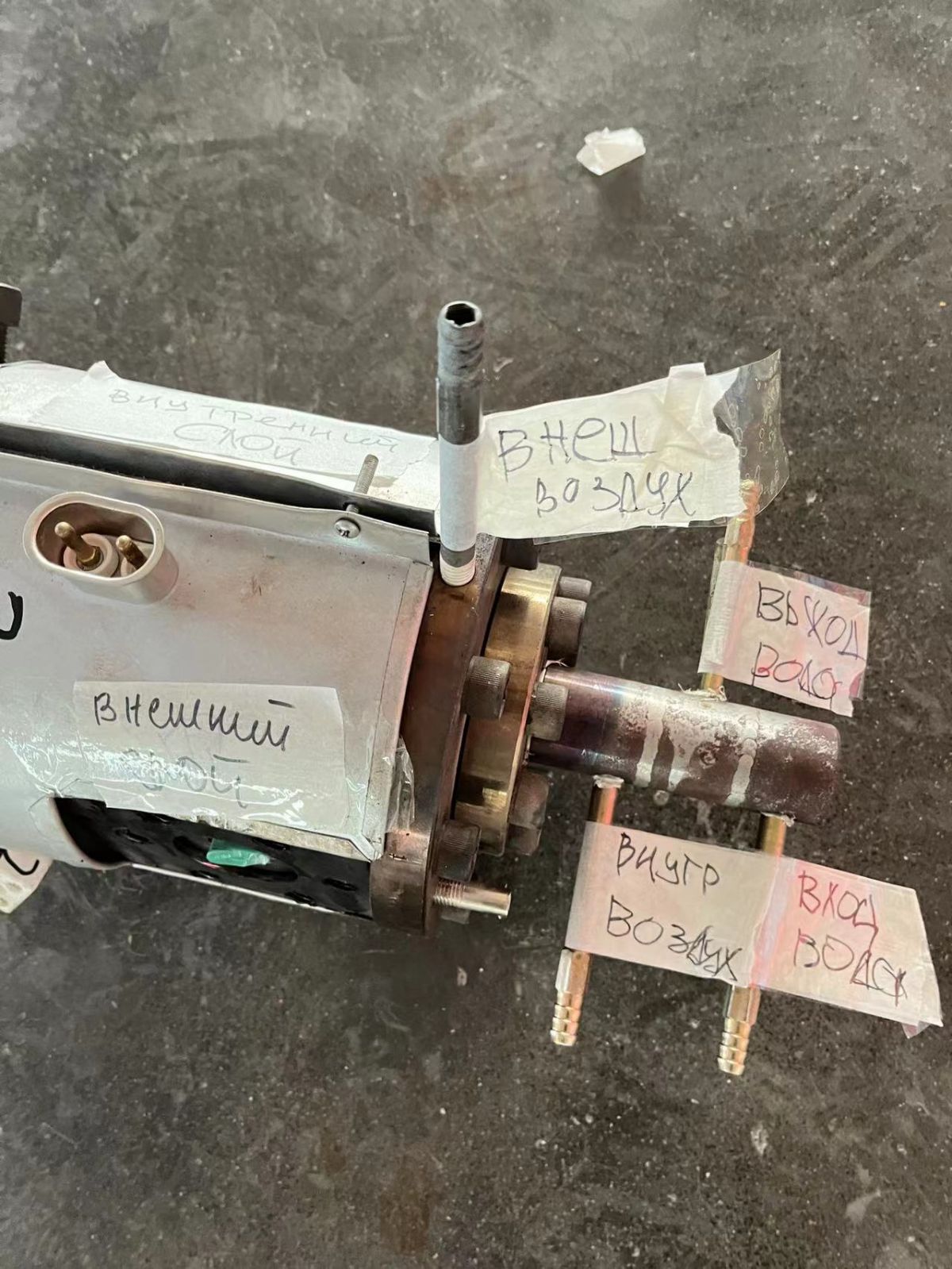
Злева направа на стрыжні стрыжня формы ў вусце формы знаходзяцца вонкавае паветра, вонкавая сценка, унутранае паветра і ўнутраная сценка.
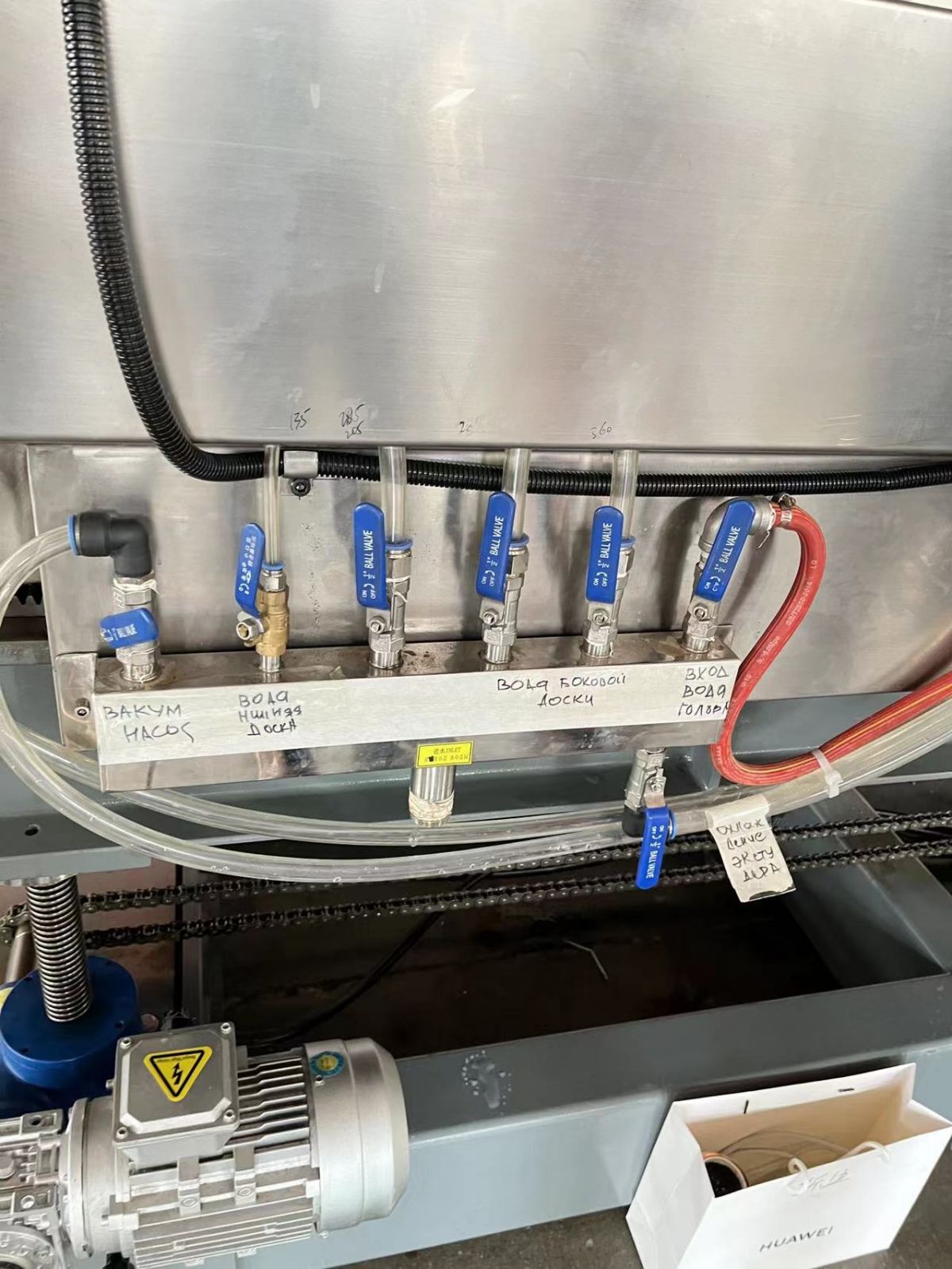
Адкрыйце розныя водныя каналы фармовачнай машыны
Вакуумметр на фармовачнай машыне складае каля 0,08.Адразу справа знаходзіцца клапан скіду ціску вакуумметра.

Калі зялёнае ўшчыльняльнае кольца вадзяной кашулі зламанае, яна пацячэ.Часта правярайце і замяняйце яго.
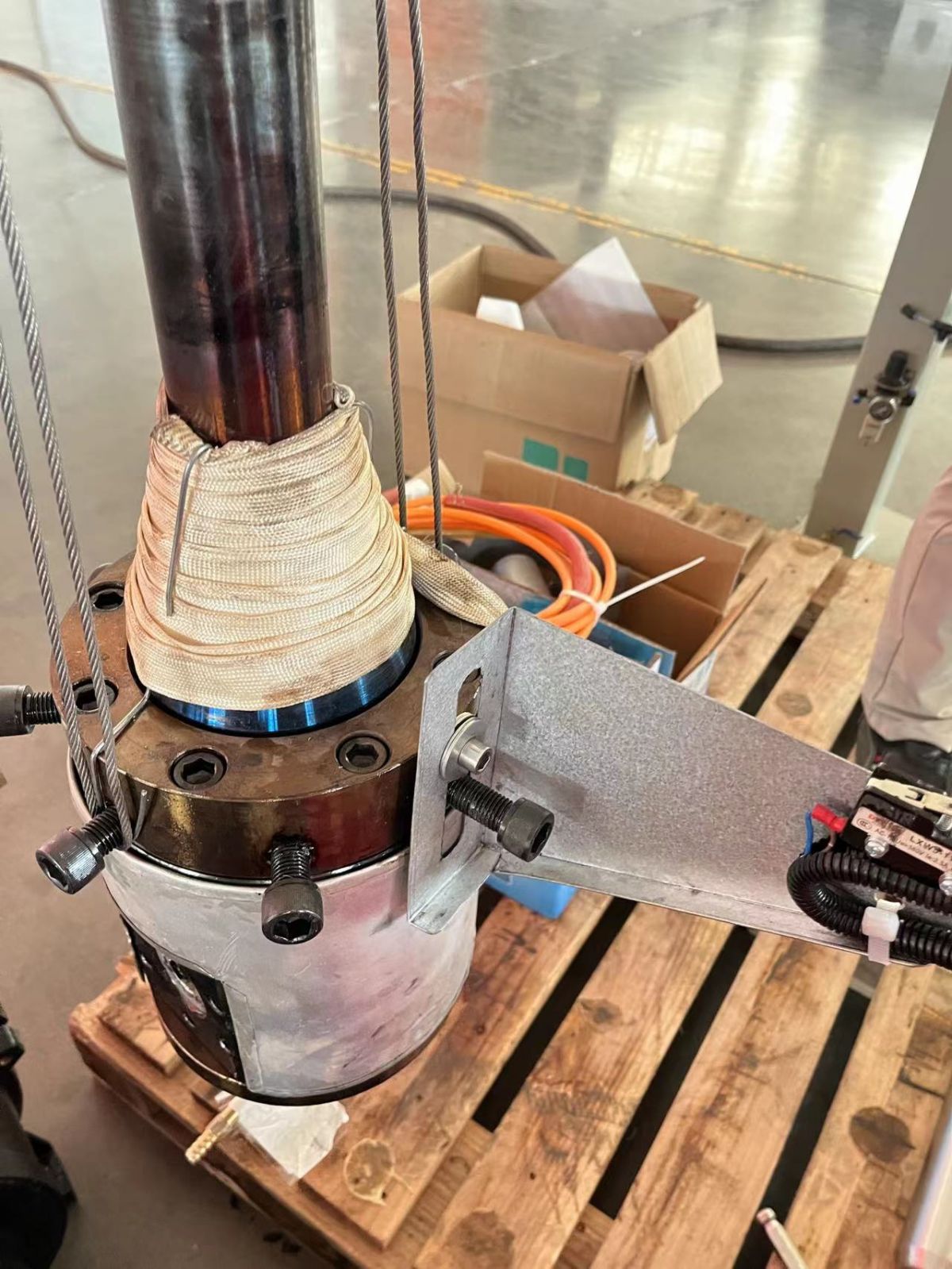
Пасля скручвання вадзяной рубашкі своечасова адкрыйце клапан вадзяной рубашкі на крайнім правым баку фармовачнай машыны, адкрыўшы ўверх і ўніз, каб прадухіліць апёк ўшчыльняльнага кольца вадзяной рубашкі цяплом ад галоўкі машыны. .
Пры ўсталёўцы вадзяной кашулі зацягніце яе і трохі адгарніце.Мэта складаецца ў тым, каб дазволіць вадзяной кашулі натуральным чынам выраўноўвацца ўверх, уніз, налева і направа.Калі фармовачная машына набліжаецца да вадзяной кашулі, трымайце вадзяную кашулю ўверх.
Плашчак на вонкавай сценцы павінен быць выраўнаваны з становішчам прэсавага цыліндра на адлегласці 345 мм (як паказана на малюнку)

Пры вырабе ёмістасці для вады неабходна мець фільтр і выкарыстоўваць чыстую ваду.Вада з накіпам заблакуе вадзяную кашулю і вадзяной помпа.


Крокі адключэння:
Спачатку спыніце асноўную машыну, асноўную машыну для знешняй і ўнутранай сценкі, пачакайце, пакуль матэрыял выйдзе, затым спыніце фармовачную машыну і неадкладна зніміце вадзяную кашулю.Вадзяная кашуля халодная, і яе можна павярнуць непасрэдна рукой, а затым зачыніць галоўную ручку электрычнага шафы (гарызантальна гарызантальна).У кірунках налева і ўправа сілкаванне выключана, у кірунках уверх і ўніз уключана).Перш чым запусціць машыну ў наступны раз, абавязкова разагрэйце апраўку галоўкі машыны, інакш матэрыял зацвярдзее ўнутры.Калі яго не награваць, ён лёгка лопне.
Вакуумны помпа можна выкарыстоўваць для ахаладжальніка, але вадзяной помпа не патрэбны.Ён проста зарэзерваваны.
Рэкамендуецца, каб кліенты выканалі агульнае зазямленне і пабудавалі 6-метровы медны провад для падлучэння ўсіх машын і зазямлення іх адначасова.Фармовачная машына і машына для намотвання - усе 380В.Агульная ўстаноўленая магутнасць складае 65 кілават, а фактычная выпрацоўка - 25 кілават (25 кілават-гадзін).
Пры змене формы, кнопка ўздыму, націскная пласціна 70 кг

Час публікацыі: 16 кастрычніка 2023 г