Лінія па вытворчасці лістоў ПЭТ
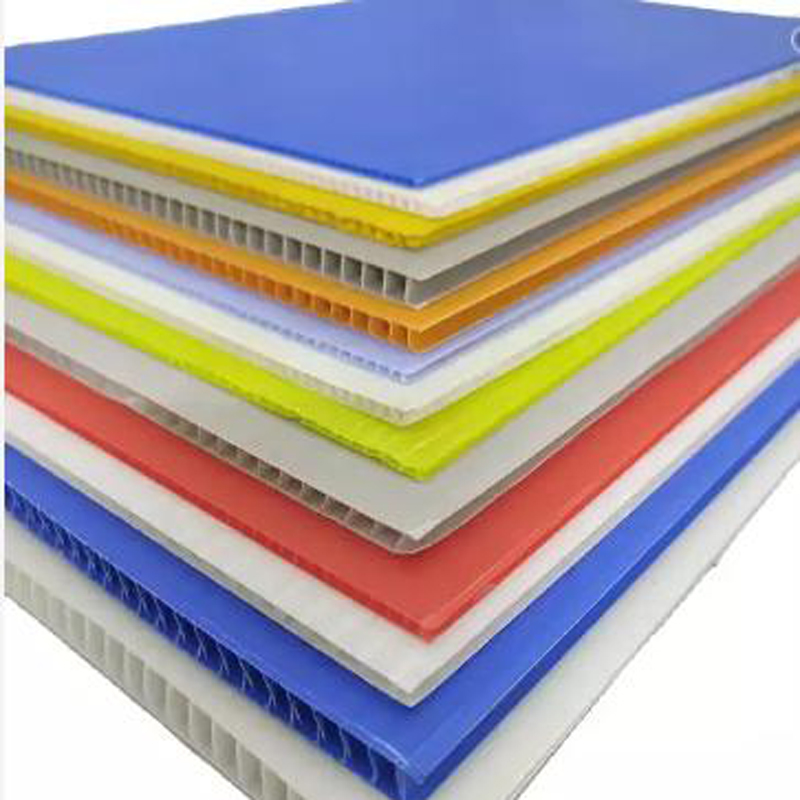
Лінія лістоў ПЭТ Аднаслаёвы з 0,3-1 мм, шырыня 800 мм
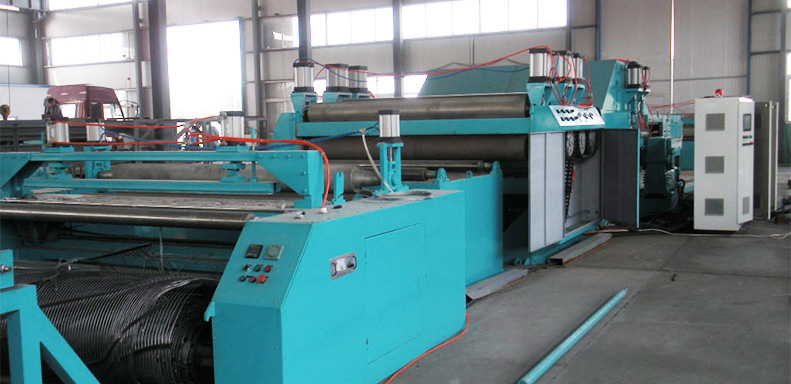
Лінія па вытворчасці лістоў ПЭТ - гэта адна з ліній вытворчасці лістоў з перадавой тэхналогіяй, адпрацаванай тэхналогіяй і стабільнай прадукцыйнасцю абсталявання ў нашай кампаніі.Каландр, астуджальны цягавы кранштэйн, прылада для намотвання двух станцый і г.д.
Абсталяванне мае кампактную структуру і высокую прадукцыйнасць.Шруба і ствол спраектаваны аптымальна.
Уся машына мае такія перавагі, як раўнамерная пластыфікацыя, стабільная экструзія, высокая прадукцыйнасць і працяглы тэрмін службы.
Скрупулёзная прылада для фармавання і каландравання робіць ліст добрай формы дзякуючы добрай функцыі рэгулявання.
Ліст ПЭТ, выраблены на гэтым абсталяванні, можна тэрмічнаму фармаваць у розныя ўпаковачныя вырабы, валодае добрымі газанепранікальнымі ўласцівасцямі, не ўтрымлівае іншых дабавак, з'яўляецца чыстым і гігіенічным, мае добрую трываласць і расцяжымасць і выдатную магчымасць перапрацоўкі., можа быць шырока выкарыстаны ў электрапрыборах, цацках, прадуктах харчавання, леках і іншай упакоўцы, а таксама ў шырокай паліграфічнай прамысловасці.
У параўнанні з айчынным аналагічным абсталяваннем комплекснасць больш чым на 30% вышэй.Гэтая вытворчая лінія таксама можа быць выкарыстана для PS, PP, PE і іншых ліставых вырабаў.
Лінія для вырабу лістоў для хатніх жывёл, уключаючы падачу, экструдары, лініі плаўлення (у тым ліку фільтрацыі, дазавання), штампы, ліццё лістоў, цягу і намотку.
Асноўныя дадзеныя праектавання
Асаблівасці абсталявання лініі па вытворчасці лістоў ПЭТ:
1. Спецыяльная канструкцыя шнека павялічвае прадукцыйнасць агрэгата, забяспечваючы пры гэтым высокую здольнасць да змешвання і пластыфікацыі з прадукцыйнасцю 1,5 тоны/гадзіну.
2. Дызайн падвойнай дросельнай галоўкі з унутранай блакіроўкай падвеснага тыпу можа быць выкарыстаны для рэгулявання шырыні прадукту ў рэжыме онлайн з улікам забеспячэння аднастайнасці таўшчыні.
3. Сістэма кіравання імпартнымі электрычнымі кампанентамі ў рэжыме рэальнага часу забяспечвае стабільнасць і надзейнасць сістэмы.
4. Трохвалковы каландр са спіральным унутраным каналам патоку, унутраная сценка мыецца ў машыне з ЧПУ, і тэмпература гарантавана кантралюецца ў межах ±1°C.
5. З дапамогай ПЛК Siemens уся сістэма кіруецца аўтаматычна без ручной рэгулявання.
6. Цалкам аўтаматычная падвойная намотка станцыі, якая кіруецца серварухавіком, хуткая хуткасць 60 м/мін
7. Сыравіна: чыстая поліэфірная сыравіна або перапрацаваныя поліэфірныя матэрыялы:
Тып ПЭТ: зрэз сыравіны,
φ 3 мм * L3 мм, аб'ёмная шчыльнасць: 700 ~ 880 кг / м3
2.3 тып матэрыялу для перапрацоўкі поліэстэру:
ПЭТ-бутэлька, матэрыял для перапрацоўкі ПЭТ-чыпаў, дыяметр 3 мм - дыяметр 6 мм, таўшчыня ≥ 0,15 мм, уласная глейкасць: 0,5 ~ 0,65 г/дл
Вільготнасць: ≤ 0,5 ‰
8. характарыстыкі прадукту: Таўшчыня: 0,3-1,0 мм
Структура: аднаслаёвая, доля слаёў: 100%
Шырыня: 800 мм (пасля абрэзкі)
Дыяметр намоткі (максімум): 600 мм (мяжа механічнай канструкцыі)
хуткасць вытворчасці: 3 ~ 30 м / мін
магутнасць экструзіі: Разліковая прадукцыйнасць: 450 кг / гадзіну
Тэхнічнае заданне
Частка 1: Двухшнековый хост/экструдар 75/132 кВт 40:1
Сушка і змешванне сыравіны 2m3 сухі змешвальны бункер
Сістэма кармлення: спіральная кармленне
сістэма кармлення: Аб'ёмны дазаваны корм
Сістэма астуджэння: паветранае астуджэнне
Сістэма прымусовай вакуумнай помпавай сістэмы: вадзяной кальцавой вакуумны помпа + буферны бак
Рэдуктар: падшыпнік рэдуктара NSK з высокім крутоўным момантам
Платформа са сталёвым каркасам вытворчай лініі: у тым ліку падтрымка прылады змены экрана, помпа для расплаву і падвеска для штампа
Частка 2: сістэма змены экрана, дазатарны помпа і Т-форма
Частка 3: тры каландра дыяметрам 400 500 500 мм
Незалежны прывадны каляндар можна рэгуляваць спераду назад, уверх і ўніз
Блок адцягвання: Алюмініевы накіднік
Цяга аднаго гумовага роліка і аднаго сталёвага роліка 160 мм, рухавік 1,5 кВт
Аўтаматычная сінхранізацыя з рэгуляваннем нацяжэння
Пераўтваральнік частоты ABB
Італьянскі датчык перамяшчэння Джэферсана
Частка 4. Частка 4: трактар / адцягванне ліста 1 камплект блока абрэзаў: з нажом 2 шт.
Частка 5: падвойная намотка 1 камплект
Частка 6 электрычныя часткі
Ён уключае частку кантролю тэмпературы і прымае цвёрдацельнае рэле.Частка кіравання прывадам, рухавік з пераменнай частатой, ПЛК Siemens, сэнсарны экран Тайваня.Рэгуляванне хуткасці і замкнёнае кіраванне ціскам рэалізаваны для прылады перадачы экструдара.Ідэальная сігналізацыя, абарона і гістарычныя запісы на ўсіх узроўнях для палягчэння вытворчасці і кантролю.
Ⅲ.Падрабязнае апісанне вытворчай лініі
Частка I: двухшнековый экструдар

1. Сістэма змешвання і падачы сыравіны 1 камплект
Абсталяваны бункерам для сухога змешвання, аб'ёмам 2 куб
Знешняя труба з нержавеючай сталі, спружына з высакаякаснай спружыннай сталі.Матэрыял можа аўтаматычна папаўняцца з дапамогай датчыка ўзроўню матэрыялу.
1.0) шнековы дазатар
Усталяваны на першы ствол 1 камплект
Шнековый дазатар, магутнасць рухавіка: 1,5 кВт
Рэжым рэгулявання хуткасці кіруецца пераўтваральнікам частоты пераменнага току
2.0) двухшнековый экструдар 1 камплект
2.1) Рухавік з адным прывадам: рухавік з рэгуляванай частатой магутнасцю 132 кВт;Губернатар: Выберыце пераўтваральнік частоты;
Хуткасць шнека: 30--300 абаротаў у хвіліну; Перадача магутнасці: муфта
Скрынка перадач: Рэдуктар з высокім крутоўным момантам.
Зніжэнне хуткасці і размеркаванне крутоўнага моманту інтэграваныя для ўмацавання канструкцыі апорнай здольнасці;
Шасцярня выраблена з высакаякаснай легаванай сталі.Пасля науглероживания і загартоўкі шасцярню дакладна шліфуюць.Дакладнасць апрацоўкі вышэй 5 класа. Цвёрдасць паверхні зуба дасягае 60-65 hrc.Профіль зуба і спіраль мадыфікаваны для забеспячэння ідэальнага зачаплення шасцярні пад нагрузкай, з нізкім узроўнем шуму і вялікім крутоўным момантам перадачы;

Сістэма алейнай змазкі ў асноўным выкарыстоўвае змазку з апусканнем у алей і змазку ў шматкропкавым распыленні, каб гарантаваць, што ўсе рухомыя пары заўсёды змазаныя;
Новая распрацаваная структура ўшчыльнення і ўшчыльняльнае кольца імпартнай маркі забяспечваюць выдатныя характарыстыкі ўшчыльнення ўваходнага і выходнага валаў;
Астуджэнне змазачнага алею: пласціністы цеплаабменнік, цыркулявальнае вадзяное астуджэнне;Алейны помпа: убудаваны;
Двухшнековая сістэма экструзіі: шрубавы элемент:
Дыяметр шрубы складае ¢ 75 мм, які злучаны з апраўкай з дапамогай развітога эвольвентнага шпліца;Аптымізаваны для кампутара дызайн, дакладная апрацоўка, выдатная самаачыстка і ўзаемазаменнасць;
У адпаведнасці з апрацоўчымі матэрыяламі і тэхналогіяй апрацоўкі, а таксама з дапамогай шматгадовага вопыту ў галіне даследаванняў і распрацовак канфігурацыі шруб і пераваг дызайну і праграмнага забеспячэння, камбінацыя будаўнічых блокаў можа эфектыўна рэалізаваць функцыі транспарціроўкі пластыфікацыі, змешвання і змешвання, дысперсіі зруху, гамагенізацыя, дэгазацыя выхлапных газаў, павышэнне ціску, экструзія і гэтак далей.
Матэрыял кампанента: высакаякасная азотаваная сталь 38CrMoAlA пасля апрацоўкі азотаваннем на працягу 72 гадзін;Напрамак кручэння шрубы: круціцца ў тым жа кірунку.
Матэрыял: выраблены з высокатрывалай легаванай сталі, высокатрывалая загартоўка і адпачынак, цвёрдасць 300-350hb, кампазітная коўка, павышэнне трываласці і трываласці і забеспячэнне патрабаванняў перадачы крутоўнага моманту шрубы.
Цыліндр: цыліндр мае модульную канструкцыю, якую можна свабодна камбінаваць, дакладна апрацоўваць і выдатна ўзаемазамяняць.Матэрыял ствала: высакаякасная азотаваная сталь 38CrMoAlA пасля апрацоўкі азотаваннем на працягу 72 гадзін;
Ацяпленне ствала: электрычнае ацяпленне, выкарыстоўваюцца награвальнікі з адліванай медзі і алюмінія, тэмпература нагрэву
Астуджэнне ствала: прынята астуджэнне вентылятарам з нізкім спажываннем энергіі і невялікім змяненнем тэмпературы, што спрыяе апрацоўцы хатніх жывёл.Злучэнне сярэдняга корпуса:
Сталёвы літой матэрыял, дакладная механічная апрацоўка, эфектыўна забяспечвае прамалінейнасць паміж картэрам трансмісіі і цыліндрам і сувосевасць выхаднога вала картэра трансмісіі і шрубы.
Падтрымка цыліндру:
Двайная апорная структура, стабільная праца;
Паміж апорай цыліндра і цыліндрам распрацаваны механізм прэсавання з восевым зрушэннем для ліквідацыі дэфармацыі і вібрацыі экструдара з-за цеплавога пашырэння цыліндру.
Злучальныя балты цыліндру:
для злучэння балона павінны выкарыстоўвацца тэрмаўстойлівыя і высокатрывалыя балты
Падстава: падстава жорсткае і абсталявана спецыяльнай дэмпфернай пляцоўкай для станка, якая мае нізкі ўзровень вібрацыі, нізкі ўзровень шуму, стабільную працу і не мае спецыяльнай асновы.
Вечка цыліндру: Раздзельная ізаляцыйная вечка з нержавеючай сталі кожнай секцыі галоўнага цыліндру рухавіка выслана ізаляцыйнымі матэрыяламі, што прыгожа і зручна, паляпшае эфект ізаляцыі абсталявання, зніжае спажыванне энергіі, зніжае тэмпературу знешняй паверхні цыліндру і прадухіляе апёкі.
сістэма вакуумнай помпы
вакуумны помпа: вадзяной кальцавой вакуумны помпа + каранёвы помпа


Вакуумны кандэнсацыйны рэзервуар: вакуумны кандэнсацыйны сепарацыйны бак з нержавеючай сталі, абсталяваны вежавай сеткай фільтра для вады для палягчэння фільтрацыі прымешак і лятучых рэчываў.
Двухступеньчатая структура вакуумнага кандэнсацыйнага бака можа аўтаматычна кантраляваць выдаленне вады, лятучых рэчываў і адходаў.Ступень вакууму практычна не можа быць зменена ў працэсе выдалення.
Выкарыстоўваецца гумовы шланг высокага ціску, які лёгка разбіраецца і можа гуляць ролю захавання цяпла.
Кожная вакуумная зона абсталявана незалежнай вакуумнай сістэмай, якая валодае высокай ступенню свабоды і не перашкаджае адна адной.Праблемы ў адной зоне не паўплываюць на ўсю сістэму.
Унікальная канструкцыя пераліўнага порта дазваляе гадаванцу выходзіць з порта, не трапляючы ў вакуумную трубу ў выпадку выкіду матэрыялу.Зручны для разборкі і чысткі.

2.3 пераходны раз'ём 1 шт
Высакаякасная азотаваная сталь (38CrMoAlA).
апрацоўка азотавання, абсталяваны адтулінай датчыка ціску
Частка II: сістэма змены экрана і дазатарная помпа і Т-форма
двайны слупок экрана змены 1 камплект


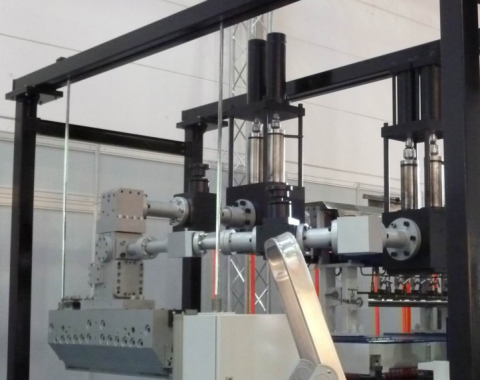
помпа-дазатар 1 набор характарыстык
усе рэдуктары выкарыстоўваюць рэдуктары Dongli для забеспячэння дакладнасці перадачы.
датчык ціску і плаў труба
характарыстыка
Датчык выкарыстоўваецца для вымярэння ціску перад помпай.
праз сістэму кіравання датчык ціску выкарыстоўваецца для кіравання экстрударам з замкнёным контурам, які можа аўтаматычна рэгуляваць хуткасць экструдара і аб'ём нарыхтоўкі, каб забяспечыць стабільнасць ціску экструзіі.
Т-вобразная форма 1 камплект


характарыстыка
храмаванне і паліроўка.Цвёрдасць больш за HRC 55
прапорцыя пласта: адзін пласт
Шырыня вырабы мм восемсот восемдзесят
Частка 3: тры каландра з дыяметрам
1. трохвалковы каландр1 камплект

характарыстыка
прылада аварыйнага прыпынку, якая цягне вяроўку, і аварыйны выключальнік Schneider.
ролікавы заціск і аддзяленне: гідраўлічны цыліндр рэгулюецца, і слізгаценне прымае лінейную накіроўвалую.
гідраўлічная станцыя прымае канструкцыю аўтаматычнага падтрымання ціску з максімальным ціскам 8 МПа.
ролік рэгулявання тэмпературы: вадзяное каскаднае астуджэнне, выкарыстанне вадзянога ахаладжальніка для астуджэння вады (вадзяны ахаладжальнік патрэбны дадаткова)
Серварухавік рэгулявання зазору роліка, які можа быць усталяваны адной клавішай у сістэме кіравання.(патрабуюцца дадатковыя параметры)
каляндар можна рэгуляваць уверх і ўніз, спераду і ззаду.
Шырыня вырабы мм восемсот восемдзесят
Таўшчыня прадукту Мін.мін мм нуль кропка пяць
Макс.максімум мм адна кропка два
Рэдуктар Незалежны прывад Рэдуктар Dongli
Прывадны рухавік Рухавік з пераменнай частатой квт два цаля дзевяць
Магутнасць мабільнага рухавіка квт нуль цэлая сем пяць
Частка 4 : трактар / адвозка лістоў 1 камплект

характарыстыка
верхні рулон гумовы рулон, ніжні рулон сталёвы рулон цяга
кантроль нацяжэння ажыццяўляецца паміж цягай і трыма ролікамі, а таксама паміж цягай і намоткай.Калі ўся машына паскараецца і вырабляецца ліст рознай таўшчыні, ручное кіраванне не патрабуецца, і хуткасць можна павялічыць адначасова, каб абсталяванне працавала нармальна.Прыняты італьянскі датчык перамяшчэння Джэферсана.
кнопка аварыйнага прыпынку
з сістэмай абрэзкі.Ён таксама абсталяваны двума абмоткавымі прыладамі.
Рэдуктар: брэнд Dongli
1. маталка 1 зададзеная характарыстыка
Момантная абмотка
Падвойная/двухпазіцыйная станцыя
кіраванне сервоприводом

Агрэгат абрэзкі.Аднаўленне кантавога матэрыялу
З сістэмай абрэзкі.І абсталяваны двума адходамі краю абмоткі абсталявання.
Круглы нож для рэзкі.
Крутоўны рухавік збірае край адходаў
Аўтаматычная машына для захоўвання плёнкі


падчас аўтаматычнай змены рулонаў
Алюмініевы накіроўвалы ролік: φ=76мм, L=1100мм апрацоўка паверхні карычневым акісленнем.
Можна захоўваць 16 м лістоў;
Частка 5: падвойная намотка 1 камплект


Структура абмоткі: цэнтр вежы, рэжым намоткі з разрывам;
Функцыя перамоткі: ён мае дзве функцыі перамоткі кантакту і перамоткі з разрывам;
ЧАСТКА 6 сістэма электрапрывада


Сістэма электрычнага прывада для хатніх жывёл выкарыстоўваецца для забеспячэння прылад для прывядзення ў рух розных падраздзяленняў для хатніх жывёл, у тым ліку асноўнага экструзійнага блока, астуджальнага роліка, цягавага блока і двухпазіцыйнай намоткі.
Калі для прылады перадачы выкарыстоўваецца зваротная сувязь кодэра, дакладнасць стабільнасці хуткасці можа дасягаць 0,1%.Рэгуляванне хуткасці і кантролю ціску павінны быць рэалізаваны для прылады перадачы экструдара.Для асноўнага экструдара і астуджальнага роліка патрабуецца высокая дакладнасць перадачы,
для забеспячэння аднастайнасці падоўжнага допуску ліста ПЭТ.Плаваючыя валкі або датчыкі нацяжэння выкарыстоўваюцца для каардынацыі хуткасці паміж трохвалковым каландрам і трактарам.
налада хуткасці ад астуджальнага роліка да цягавага блока знаходзіцца ў ланцужку хуткасцей, каб гарантаваць, што лінейная хуткасць вытворчай лініі каардынуецца, і лінейная хуткасць вытворчай лініі можа быць зададзена астуджальным ролікам у адпаведнасці са спецыфікацыяй прадукту , і можа быць усталяваны адвольна.
Частка 7 Лінейнае абсталяванне для апрацоўкі лістоў і іншае дапаможнае абсталяванне
1..Сістэма пакрыцця з сіліконавага алею на лініі і.Сіліконавым алеем з пакрыццём 2м печы
Waste edge анлайн-сістэма аднаўлення 2 камплекты
2. Трохвалковы каландровый цеплаабмен
3. Нагрэў і астуджэнне вады (забяспечваецца чиллером)
характарыстыкі цеплаабмену трохвалковай пракаткі
4. Крышталічная сістэма перапрацоўкі хатніх жывёл
5. Халадзільная машына 30HP з паветраным астуджэннем
1. убудаваная сістэма пакрыцця сіліконавым алеем і.Сіліконавым алеем з пакрыццём 2м печы
Waste edge анлайн-сістэма аднаўлення 2 камплекты

З духоўкай 2 м, адзін бок пакрыты сіліконавым алеем
4. Крышталічная сістэма перапрацоўкі хатніх жывёл
Халадзільная машына 5, 30HP з паветраным астуджэннем


| ПАРАМЕТР МАДЭЛЬ | SYF-30 |
|
| |
| Халадзільная ёмістасць | КВт 50 Гц/60 Гц | 92.6 |
|
|
| 110,66 |
|
| ||
| Блок харчавання і электрычныя кампаненты | 380 В 50 Гц |
|
| |
| Хладагент | Імя | R22 |
|
|
| Рэжым кантролю | Пашыральны клапан Internalbalance |
|
| |
| Кампрэсар | Тып | Закрыты віхравы тып |
|
|
| Магутнасць (кВт) | 27.4 |
|
| |
| Кандэнсатар | Тып | Высокаэфектыўныя плакаваныя меддзю алюмініевыя рэбры + вентылятар са знешнім ротарам з нізкім узроўнем шуму |
|
|
| Магутнасць і колькасць вентылятара | 0,75 кВт*3 |
|
| |
| Аб'ём астуджальнага паветра (м³/г) | 28290 |
|
| |
| Выпарнік | Тып | Тып змеявіка рэзервуара для вады |
|
|
| Аб'ём замарожанай вады(м³/г) | 22.07 |
|
| |
| 26.48 |
|
| ||
| Ёмістасць бака (л) | 580 |
|
| |
| Вадзяная помпа | Магутнасць (кВт) | 3 |
|
|
| Ліфт(м) | 40 |
|
| |
| Расход (м³) | 25 |
|
| |
| Інтэрфейс дыяметра труб | DN65 |
|
| |
| Бяспека і абарона | Абарона ад перагрэву кампрэсара, абарона ад перагрузкі па току, абарона ад высокага і нізкага ціску, абарона ад перагрэву, абарона паслядоўнасці фаз/фаз, абарона ад перагрэву выхлапу. |
|
| |
| Механічныя памеры | Даўжыня (мм) | 2500 |
|
|
| Шырыня (мм) | 1000 |
|
| |
| Высокі (мм) | 1700 год |
|
| |
| Уваходная агульная магутнасць | KW | 34.5 |
|
|
| Механічная вага | KG | 1100 |
|
|
| Заўвага: 1. Халадзільная магутнасць заснавана на: тэмпературы замарожвання вады на ўваходзе і выхадзе 7 ℃/12 ℃, тэмпературы ахаладжальнага ветру на ўваходзе і выхадзе 30 ℃/35 ℃. | ||||
| 2. Аб'ём работ: дыяпазон тэмпературы замарожанай вады: ад 5 ℃ да 35 ℃; розніца тэмператур замарожвання вады на ўваходзе і выхадзе: 3 ℃ да 8 ℃, тэмпература навакольнага асяроддзя не вышэй за 35 ℃. | ||||
| Пакідае за сабой права змяняць вышэйзгаданыя параметры або памеры без папярэдняга паведамлення. | ||||